 pl
pl
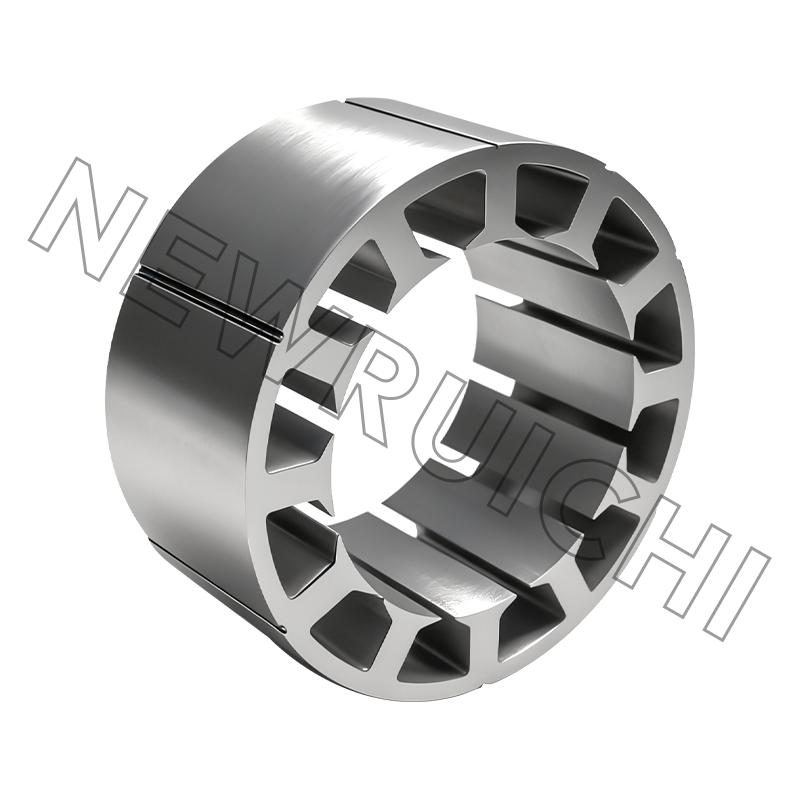
Rdzeń laminowany Interlock: wzrost precyzji i wydajności
Zdecydowaną zaletą rdzeń laminowany blokujący jest jego zdolność do zmniejszania strat spowodowanych prądami wirowymi nawet o 95% w porównaniu do rdzenia litego, eliminując jednocześnie potrzebę spawania lub nitowania w procesie montażu. Ta podwójna korzyść poprawia zarówno wydajność elektryczną, jak i szybkość produkcji silników na dużą skalę.
Technologia wyszła poza proste układanie w stosy. Nowoczesne systemy blokad zawierają obecnie mikroelementy, które fizycznie łączą laminaty na poziomie niemal molekularnym podczas tłoczenia, tworząc monolityczną strukturę wytrzymującą naprężenia skrętne silników trakcyjnych o wysokich obrotach. Zrozumienie architektury matrycy tłoczącej i dynamiki sprężynowania materiału ma kluczowe znaczenie dla inżynierów przy określaniu specyfikacji tych rdzeni.

Mechanika blokady bez materiału obcego
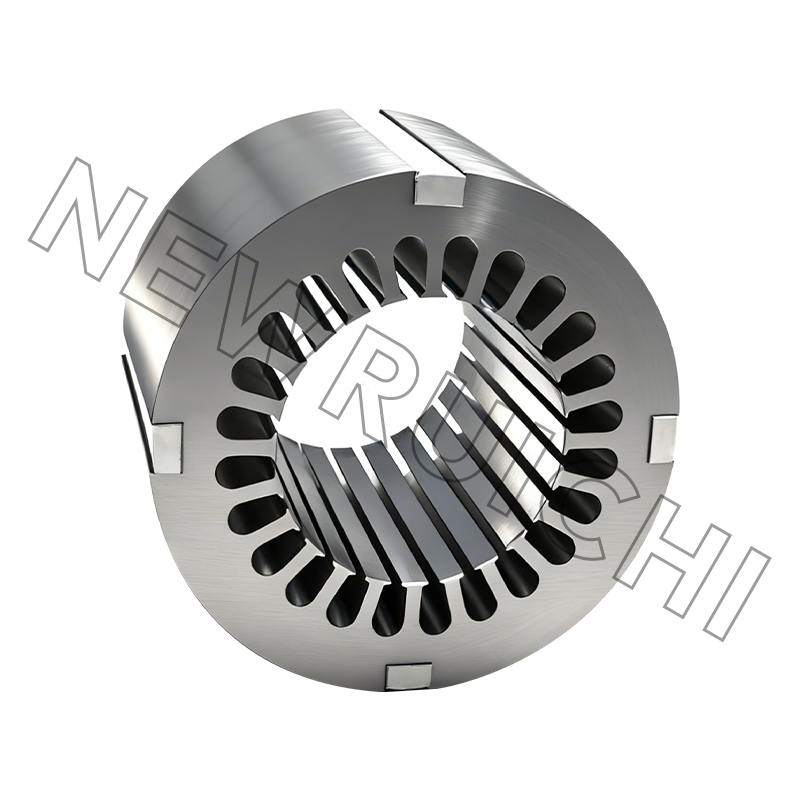
W przeciwieństwie do tradycyjnej konstrukcji rdzenia, która opiera się na podkładkach, śrubach lub spawaniu metodą MIG wzdłuż zewnętrznej średnicy, rdzeń laminowany typu interlock wykorzystuje geometryczne dopasowanie do spajania warstw. Podczas szybkiego procesu tłoczenia, matryca progresywna wycina precyzyjne cylindryczne lub w kształcie litery V występy na jednej laminacji, które wciskają się w odpowiednie wgłębienia na sąsiednim arkuszu. Pasowanie interferencyjne, często po prostu 0,02 do 0,05 mm , wytwarza siłę trzymającą wystarczająco dużą, aby utrzymać integralność laminowania podczas etapów nawijania i lakierowania.
Wyeliminowanie spawania jest znaczącym skokiem technicznym. Spawanie tworzy ścieżkę zwarcia wzdłuż tylnej części żelazka, generując zlokalizowane gorące punkty, które pogarszają przenikalność magnetyczną. Usuwając tę ścieżkę przewodzenia, powiązane rdzenie utrzymują naprawdę izolowaną strukturę laminacji, zapewniając jednolitą gęstość strumienia w całym profilu zęba.
Ilościowe określenie wydajności i poprawy momentu obrotowego
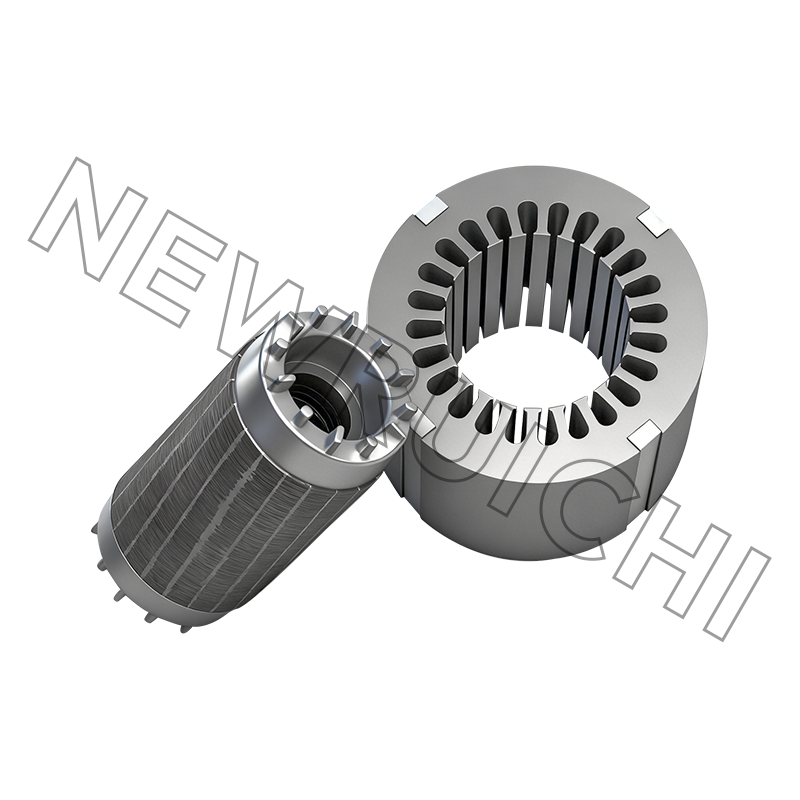
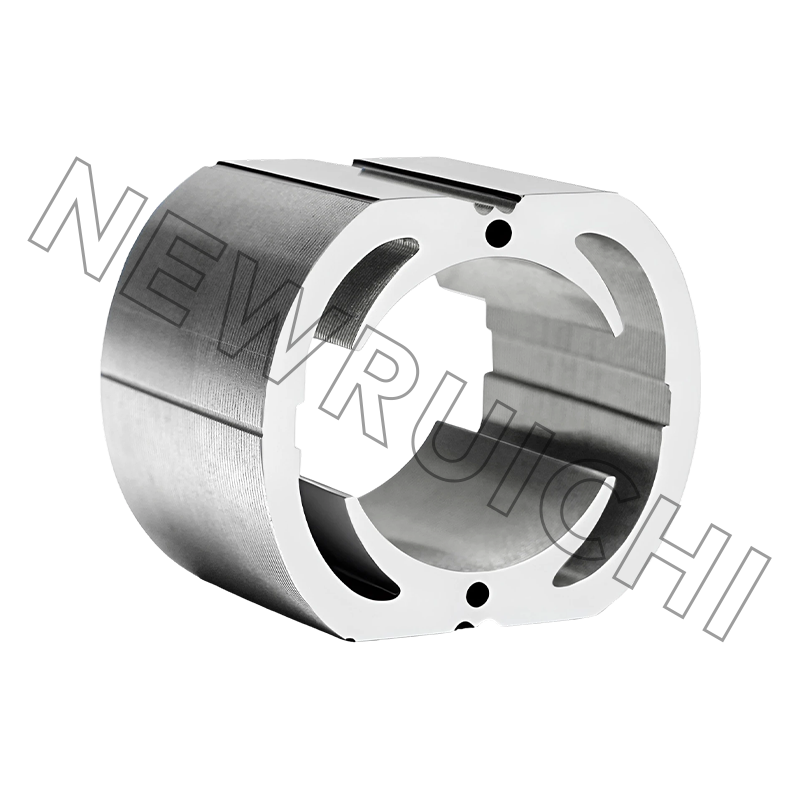
Przejście z konstrukcji rdzenia spawanego na konstrukcję z rdzeniem blokowanym bezpośrednio wpływa na gęstość mocy silnika elektrycznego. Testowanie na 12-szczelinowym, 8-biegunowym stojanie ze skoncentrowanym uzwojeniem wyraźnie ujawnia różnicę wydajności.
| Parametr | Spawany rdzeń | Blokujący rdzeń laminowany |
|---|---|---|
| Strata żelaza przy 1000 Hz (W/kg) | 48 | 38 |
| Moment obrotowy (mNm) | 12 | 4 |
| Współczynnik układania | 95% | 98,5% |
| Powrót Wzrost temperatury żelaza | 65°C | 48°C |
Zmniejszenie momentu zaczepowego do 4 mNm jest szczególnie krytyczny w przypadku hałasu, wibracji i szorstkości (NVH) w zastosowaniach trakcji samochodowej. Ta gładkość wynika z precyzyjnego ustawienia kątowego utrzymywanego przez elementy blokujące, zapobiegające poślizgowi obrotowemu pomiędzy warstwami, który jest problemem mechanicznie zaciśniętych rdzeni podczas cykli termicznych.
Krytyczne parametry oprzyrządowania dla stosów o zerowej defektach
Udany projekt rdzenia laminowanego blokującego kończy się niepowodzeniem lub sukcesem wewnątrz matrycy tłoczącej. Funkcja blokady jest tworzona w końcowych etapach matrycy progresywnej, co wymaga absolutnej kontroli nad podawaniem materiału i prześwitem między stemplem a matrycą. Wszelkie różnice tutaj mnożą się wraz z wysokością stosu.
Kontrolowane cofanie się sprężyny i płaskość powierzchni
Stal krzemowa wykazuje sprężynowanie materiału w przybliżeniu 2 do 4 stopni po zgięciu. Aby wypustki blokujące zatrzasnęły się bezpiecznie, matryca musi dokładnie wygiąć wypustkę tak, aby rozluźniła się w pozycji zablokowanej wewnątrz wnęki sąsiedniej warstwy. Zaawansowane matryce progresywne wykorzystują teraz napędzane serwo podkładki dociskowe, które dostosowują tonaż w czasie rzeczywistym, kompensując zmiany twardości między cewkami. Bez tej kompensacji dochodzi do luźnych stosów lub pęknięć laminatu.
Ilość blokad i geometria kształtu
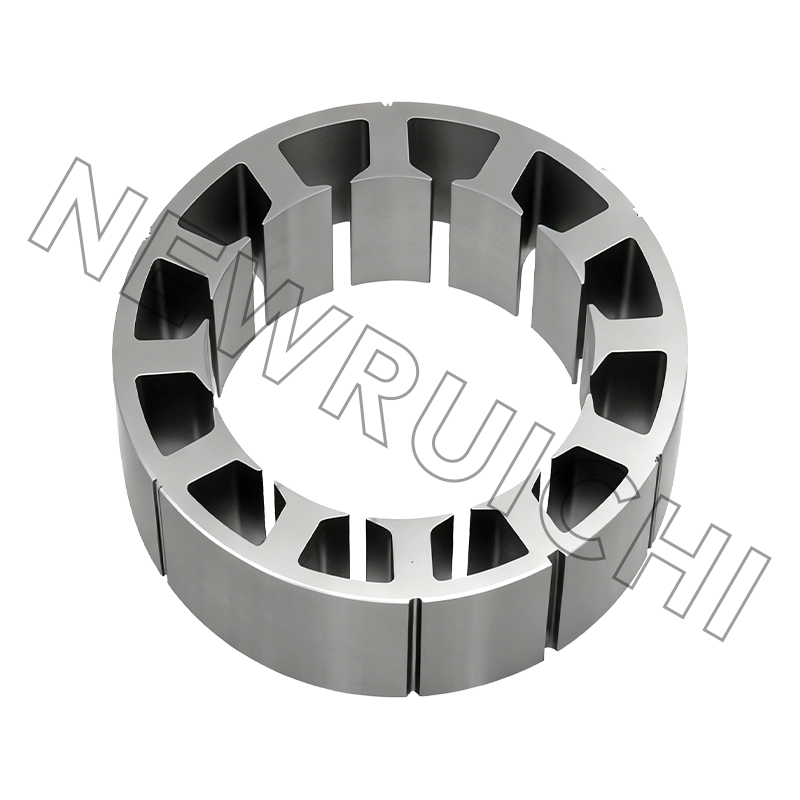
Geometria określa wytrzymałość końcowego bloku na ścinanie. Aktualna najlepsza praktyka dotycząca stojana o średnicy 200 mm wykorzystuje następujące profile:
- Okrągłe dołeczki: Najlepsze do małych serwomotorów pod 5kW , zapewniając symetryczną siłę trzymania przy minimalnym wpływie na ścieżkę magnetyczną.
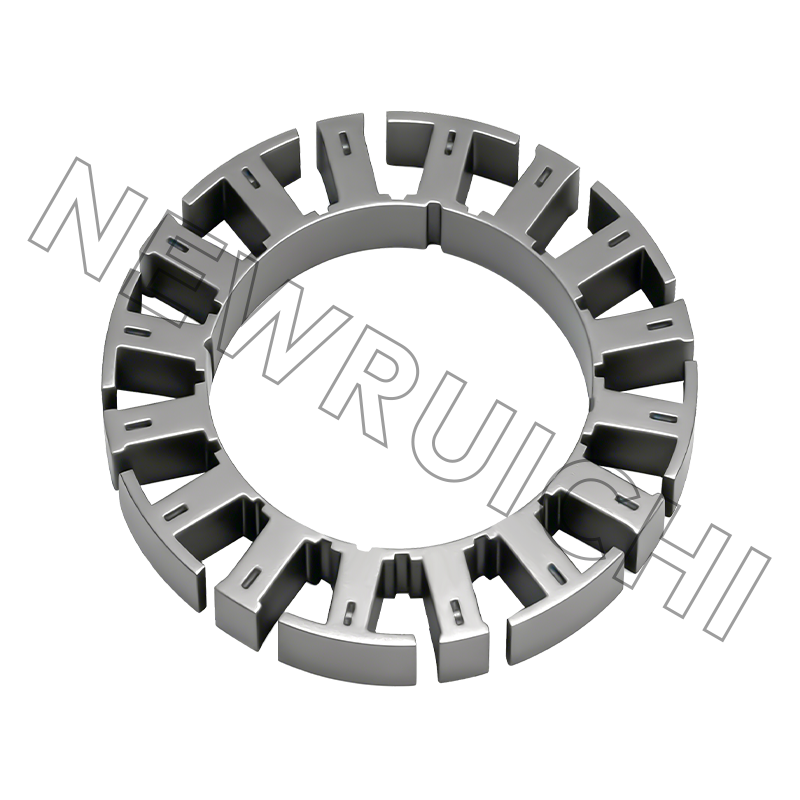
- Blokada w kształcie litery V lub trójkąta: Dostarcza O 40% większy opór wyciągania niż okrągłe konstrukcje, tworząc efekt jaskółczego ogona, niezbędny w silnikach przekraczających 10 000 obr./min.
- Strefy zmiennego ciśnienia: Technika, w której głębokość blokady jest zmniejszana w strefie zębów stojana, aby zapobiec pękaniu warstwy izolacyjnej, podczas gdy maksymalna siła zaciskająca jest przykładana wyłącznie do obszaru jarzma.
Ograniczenia materiałowe i integralność izolacji elektrycznej
Blokowanie z natury zakłóca izolacyjną powłokę tlenkową lub lakierniczą na powierzchni stali. Gdy wypustka przecina powłokę, tworzy mostek metal-metal. Zarządzanie ryzykiem zwarcia jest głównym wyzwaniem projektowym. W napędach wysokiej częstotliwości wykorzystujących falowniki z węglika krzemu (SiC) ostre impulsy dv/dt mogą indukować przez te blokady prądy niszczące.
Aby temu zaradzić, producenci stosują obecnie a wtórny samowiążący epoksyd który aktywuje się podczas cyklu utwardzania. Podczas gdy mechaniczna blokada zapewnia surową wytrzymałość podczas manipulacji, wypiekana żywica epoksydowa wypełnia mikroszczeliny w ciętych krawędziach, przywracając oporność elektryczną powyżej 5 megaomów przy 500V. Ten hybrydowy proces łączenia blokad szybko staje się standardem dla silników trakcyjnych EV 800 V.
Wdrażanie weryfikacji jakości w matrycy
Opieranie się na niszczących testach wyciągania gotowych stosów jest przestarzałe. Inteligentne komórki tłoczące integrują teraz laserowe czujniki przemieszczenia bezpośrednio z wnęką matrycy. Gdy laminaty opuszczają stację blokady, czujnik mierzy wysokość występu klapki blokującej. Jeżeli wysokość zakładki odbiega od nominalny cel 0,8 mm o ponad 0,03 mm sterownik prasy natychmiast dostosowuje penetrację tłoka lub odwraca złą sekcję, zanim naruszony zostanie pełny stos. To sprzężenie zwrotne w zamkniętej pętli umożliwia przekroczenie wydajności pierwszego przejścia 99,9% , niezbędne przy produkcji jednego rdzenia wirnika co 2,5 sekundy.
Twój adres e-mail nie zostanie opublikowany. Pola oznaczone * są wymagane.




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Prawa autorskie © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Producenci rdzeni stojanów i wirników
