 pl
pl
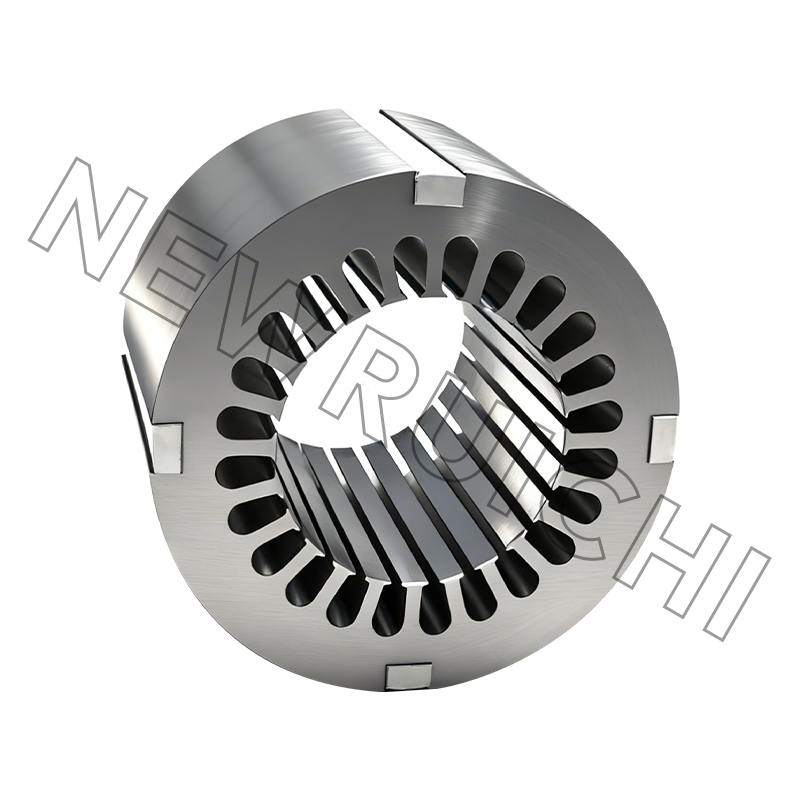
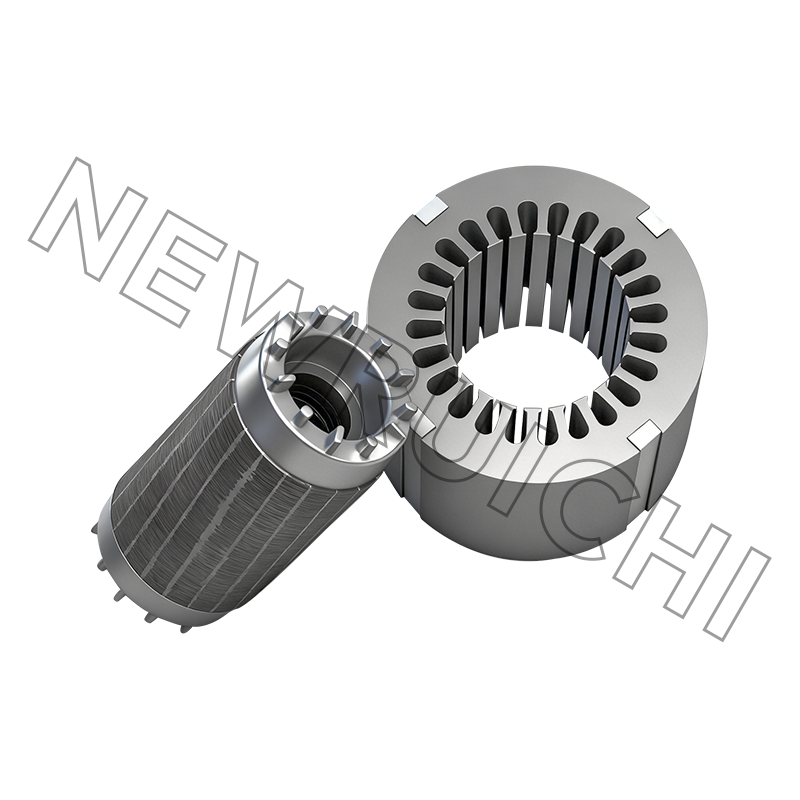
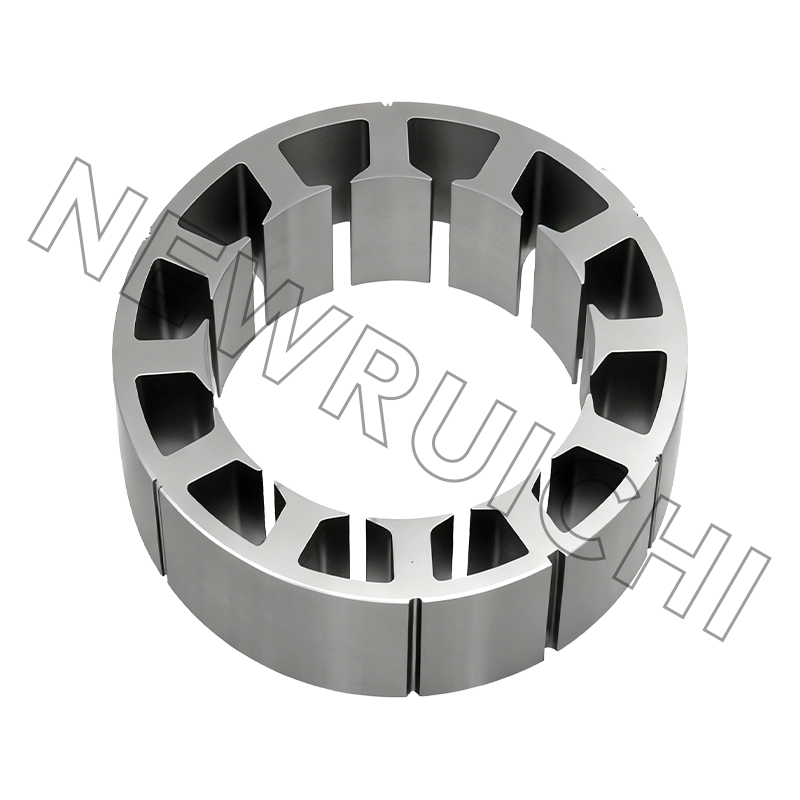
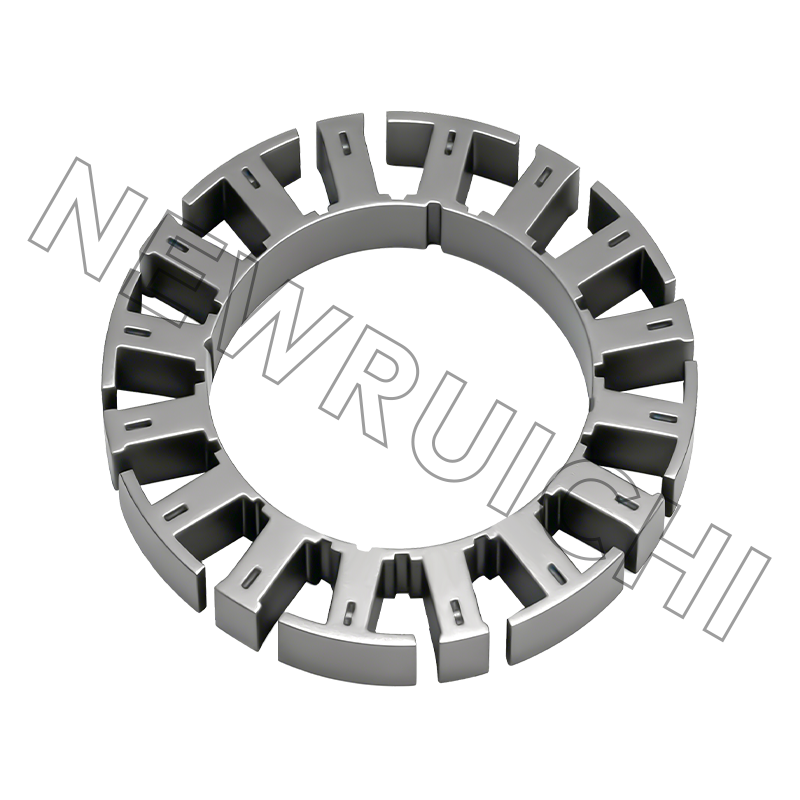
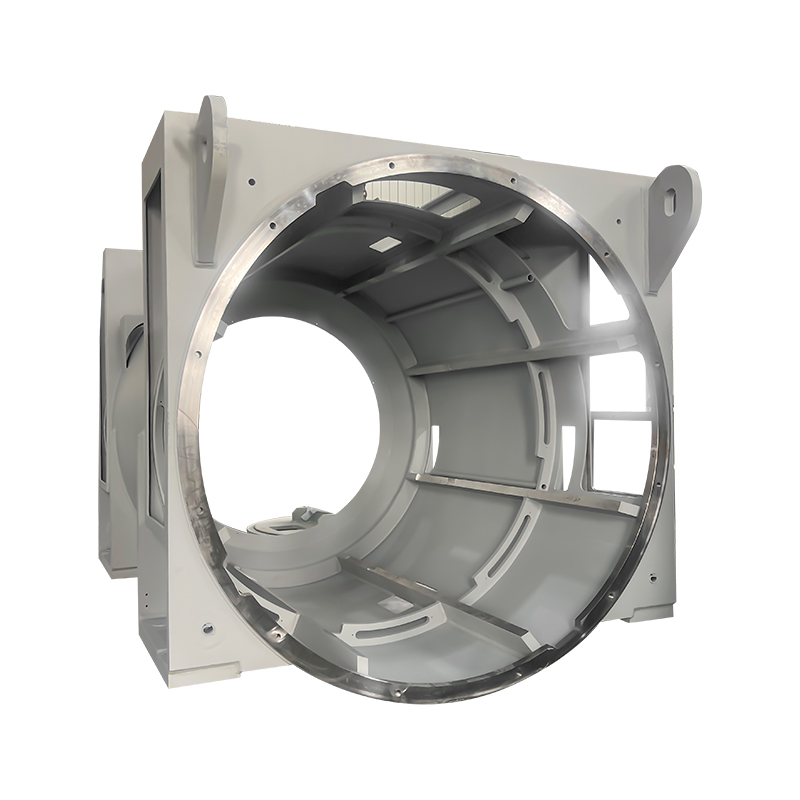
Laminowanie rdzenia stojana i wirnika serwomotoru
Dlaczego rdzeń stojana silnika definiuje wydajność układu serwo
W każdym precyzyjnym systemie ruchu serwomotor pełni funkcję złącza uruchamiającego, przekształcając sygnał wejściowy elektryczny na kontrolowaną moc wyjściową mechaniczną z czasem reakcji na poziomie milisekund. W centrum tego procesu konwersji znajduje się rdzeń stojana silnika: stała struktura magnetyczna, która generuje wirujące pole elektromagnetyczne napędzające wirnik. Jego geometria, właściwości materiału i precyzja produkcji wspólnie określają, jak wydajnie i dokładnie zachodzi konwersja energii.
Dobrze zaprojektowany rdzeń stojana nie tylko przewodzi strumień magnetyczny. Kształtuje rozkład przestrzenny tego strumienia w szczelinie powietrznej, bezpośrednio wpływając na liniowość momentu obrotowego, jakość kształtu fali tylnego pola elektromagnetycznego oraz zdolność silnika do utrzymywania precyzyjnej kontroli położenia w zmiennych warunkach obciążenia. W ramionach robotycznych, centrach obróbczych CNC i zautomatyzowanych liniach montażowych o dużej liczbie cykli — w środowiskach, w których dokładność pozycjonowania mierzy się w mikrometrach, a czas cykli w milisekundach — rdzeń stojana nie jest komponentem towarowym. Jest to precyzyjny element wykonawczy.
Producenci, którzy traktują wybór i specyfikację rdzenia stojana jako decyzję inżynierską, a nie zakupową, konsekwentnie osiągają lepsze wyniki na poziomie systemu: niższe tętnienia momentu obrotowego, zmniejszone nagrzewanie się i dłuższe odstępy między cyklami konserwacji.
Wybór materiału: podstawa niskostratnej wydajności magnetycznej
Właściwości magnetyczne i elektryczne materiału laminującego wyznaczają absolutny pułap wydajności silnika i reakcji dynamicznej. W przypadku laminowania stojana i wirnika serwosilnika, wybieranym materiałem w precyzyjnych zastosowaniach serwo jest stal krzemowa o wysokiej przepuszczalności — zazwyczaj nieorientowana stal elektrotechniczna o zawartości krzemu od 2% do 3,5%.
Dodatek krzemu tłumi straty prądu wirowego poprzez zwiększenie oporności elektrycznej, podczas gdy gatunki o wysokiej przenikalności zapewniają nasycenie obwodu magnetycznego przy wyższych gęstościach strumienia, umożliwiając większy moment obrotowy na jednostkę objętości rdzenia. Kluczowe parametry wydajności, które należy określić przy pozyskiwaniu materiału do laminowania, obejmują:
- Strata rdzenia (W/kg) — mierzone przy określonej gęstości strumienia i częstotliwości (np. 1,0 T przy 50 Hz lub 400 Hz w przypadku zastosowań wymagających dużych prędkości); niższe straty w rdzeniu zmniejszają wytwarzanie ciepła i poprawiają wydajność przy prędkości roboczej
- Przepuszczalność względna (μr) — wyższa przepuszczalność zmniejsza siłę magnetomotoryczną wymaganą do osiągnięcia danej gęstości strumienia, umożliwiając bardziej czułe generowanie momentu obrotowego
- Grubość laminowania — cieńsze laminaty (0,20 mm, 0,27 mm, 0,35 mm) zmniejszają straty prądów wirowych przy wyższych częstotliwościach elektrycznych; odpowiednia grubość zależy od prędkości znamionowej silnika i szerokości pasma sterowania
- Powłoka izolacyjna — izolacja międzywarstwowa (zwykle powłoka klasy C-5 lub C-6) zapobiega mostkowaniu prądów wirowych pomiędzy ułożonymi w stos warstwami, zachowując zamierzoną charakterystykę strat zmontowanego rdzenia
W przypadku ultraszybkich serwomotorów pracujących z prędkością powyżej 10 000 obr./min zamiast konwencjonalnej stali krzemowej można zastosować stopy metali amorficznych lub gatunki kobaltu i żelaza, oferując znacznie niższe straty w rdzeniu przy wysokich częstotliwościach przy odpowiedniej wyższej cenie.
Precyzyjne tłoczenie: jak proces produkcyjny wpływa na spójność wymiarową
Przejście od surowej stali elektrotechnicznej do gotowej laminowanie stojana i wirnika silnika serwo wymaga precyzyjnej technologii tłoczenia, która jest w stanie utrzymać wąskie tolerancje geometryczne w dużych seriach produkcyjnych. Niespójność wymiarowa w laminowaniu – różnice w geometrii szczeliny, szerokości zęba lub średnicy zewnętrznej – przekładają się bezpośrednio na asymetrię magnetyczną w zmontowanym rdzeniu, powodując zniekształcenia harmoniczne w strumieniu szczeliny powietrznej i mierzalny wzrost tętnienia momentu obrotowego.
Progresywne tłoczenie jest dominującą metodą produkcji laminowania serwomotorów, oferującą przepustowość i powtarzalność wymaganą dla stałej jakości na dużą skalę. Kluczowe parametry wymiarowe kontrolowane podczas tłoczenia obejmują:
- Tolerancja geometrii rowka — szerokość i głębokość szczeliny wpływają bezpośrednio na współczynnik wypełnienia uzwojenia i niechęć do ścieżki strumienia; typowe docelowe tolerancje dla laminatów serwo-gatunkowych wynoszą ± 0,02 mm lub mniej
- Kontrola wysokości zadziorów — nadmierne zadziory ze strefy ścinania przy tłoczeniu zwiększają efektywną grubość laminowania, pogarszają integralność izolacji i powodują koncentrację naprężeń, które zwiększają utratę histerezy; wysokość zadziorów jest zwykle kontrolowana do ≤0,05 mm
- Płaskość i pochylenie — niepłaskie laminowanie powoduje nierównomierność ułożenia, co powoduje mimośrodowość wirnika i wibracje przy prędkości roboczej; odchylenie płaskości jest zwykle określane w granicach 0,1 mm na 100 mm średnicy laminowania
- Koncentryczność średnicy wewnętrznej i zewnętrznej — krytyczne dla utrzymania jednolitej szczeliny powietrznej na obwodzie wirnika, co bezpośrednio reguluje zawartość harmonicznych przestrzennych w kształcie fali gęstości strumienia szczeliny powietrznej
Gładkie krawędzie uzyskane dzięki kontrolowanemu luzowi matrycy i regularnej konserwacji matrycy również przyczyniają się do równowagi mechanicznej podczas obrotów z dużą prędkością, redukując siły wzbudzające drgania, które w przeciwnym razie przełożyłyby się na słyszalny hałas i przyspieszone zużycie łożysk.
Projekt rdzenia wirnika stojana: dopasowanie bieguna do szczeliny i optymalizacja obwodu magnetycznego
The rdzeń wirnika stojana konfiguracja — kombinacja liczby żłobków stojana, liczby biegunów wirnika i ich zależności geometrycznych — jest główną zmienną projektową regulującą wielkość tętnienia momentu obrotowego, moment zaczepowy i indukcyjność uzwojenia w serwomotorach. Właściwe wykonanie tej kombinacji nie polega po prostu na wybraniu dużej liczby biegunów lub dużej liczby gniazd; wymaga systematycznej oceny oddziaływań harmonicznych pomiędzy rozkładem MMF stojana a rozkładem strumienia wirnika.
Poniżej podsumowano typowe kombinacje biegunów i szczelin stosowane w konstrukcjach serwomotorów oraz ich charakterystykę działania:
| Kombinacja słupa/gniazda | Moment obrotowy | Współczynnik nawijania | Typowe zastosowanie |
|---|---|---|---|
| 8P/12S | Niski | 0.866 | Serwo ogólnego przeznaczenia, robotyka |
| 10P/12S | Bardzo niski | 0.933 | Precyzyjne pozycjonowanie, napęd bezpośredni |
| 6P/9S | Średni | 0.866 | Kompaktowe serwo, urządzenia medyczne |
| 14P/12S | Bardzo niski | 0.933 | Niski-speed high-torque, collaborative robots |
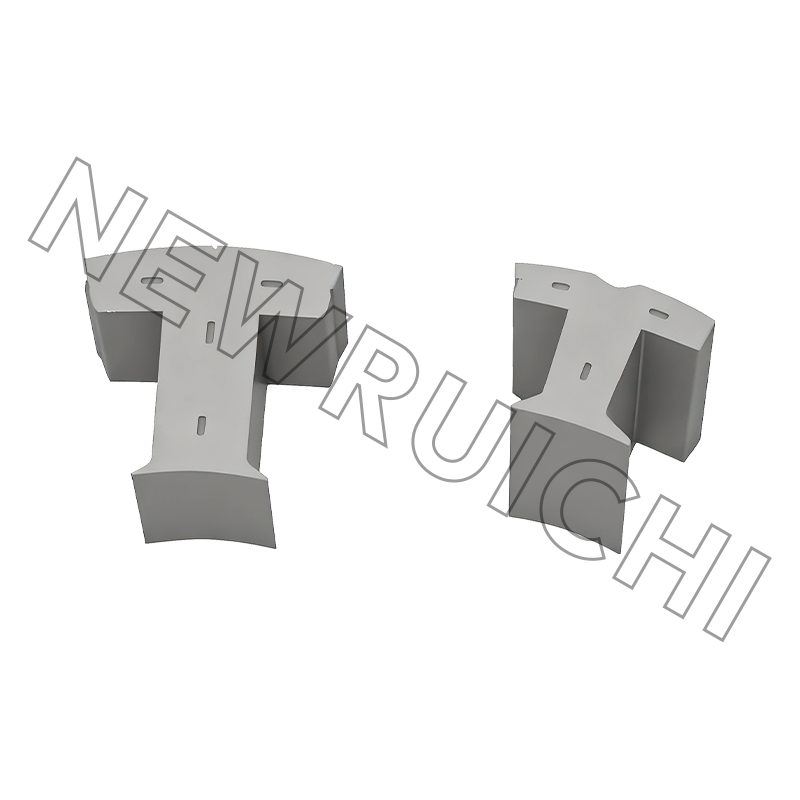
Oprócz wyboru bieguna–szczeliny, dodatkowe elementy konstrukcyjne geometrii rdzenia wirnika stojana — w tym przekrzywienie żłobka stojana, przekrzywienie magnesu wirnika i fazowanie wierzchołka zęba — są stosowane w celu dalszego tłumienia harmonicznych momentu obrotowego. Te udoskonalenia geometryczne wdrażane są na etapie tłoczenia laminowania, uzależniając ich dokładne wykonanie od tej samej precyzji wymiarowej, o której mowa w poprzednim rozdziale.
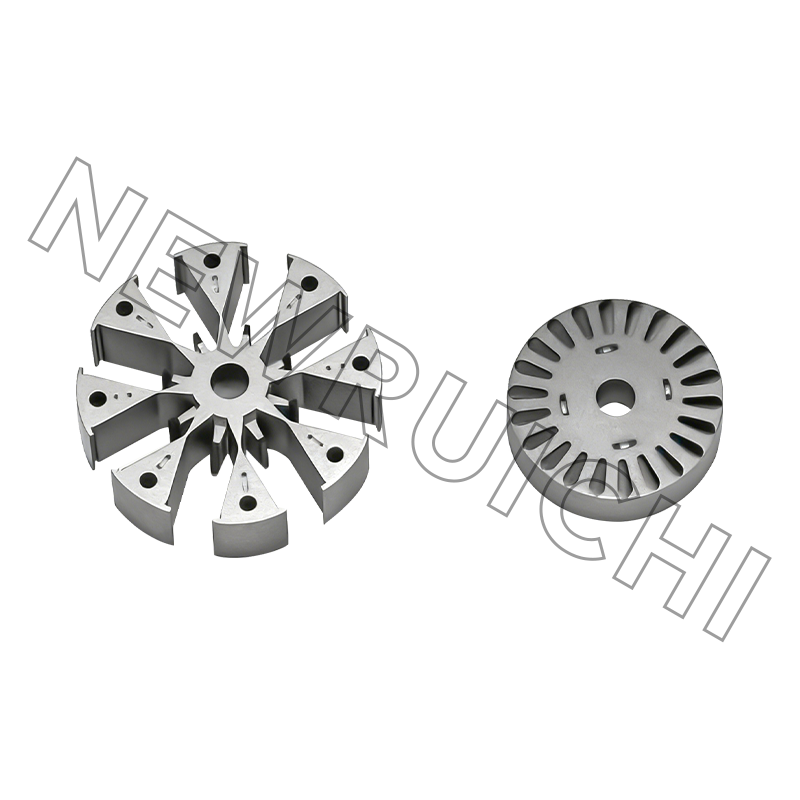
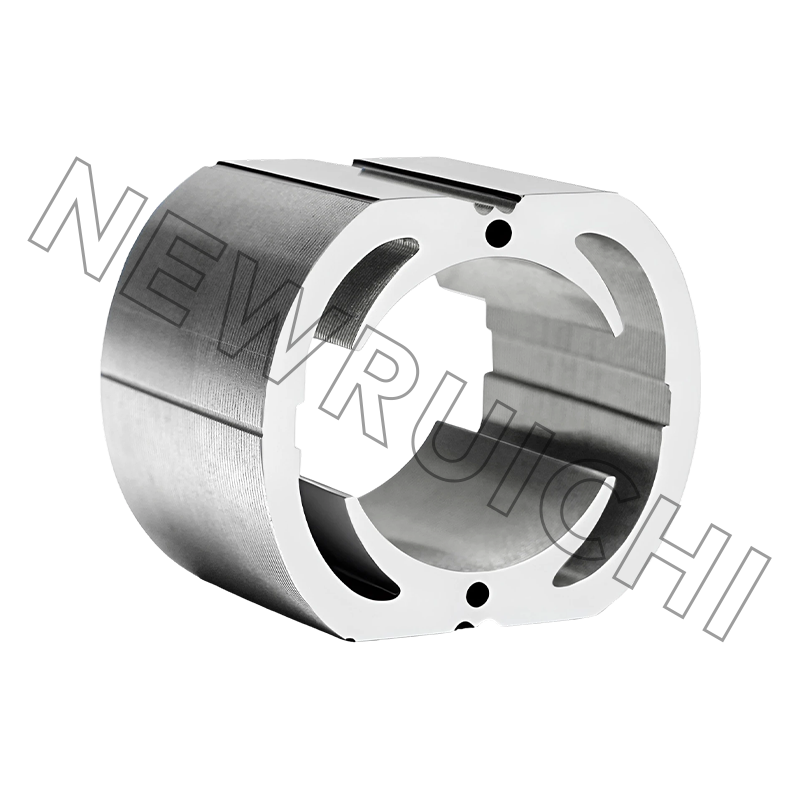
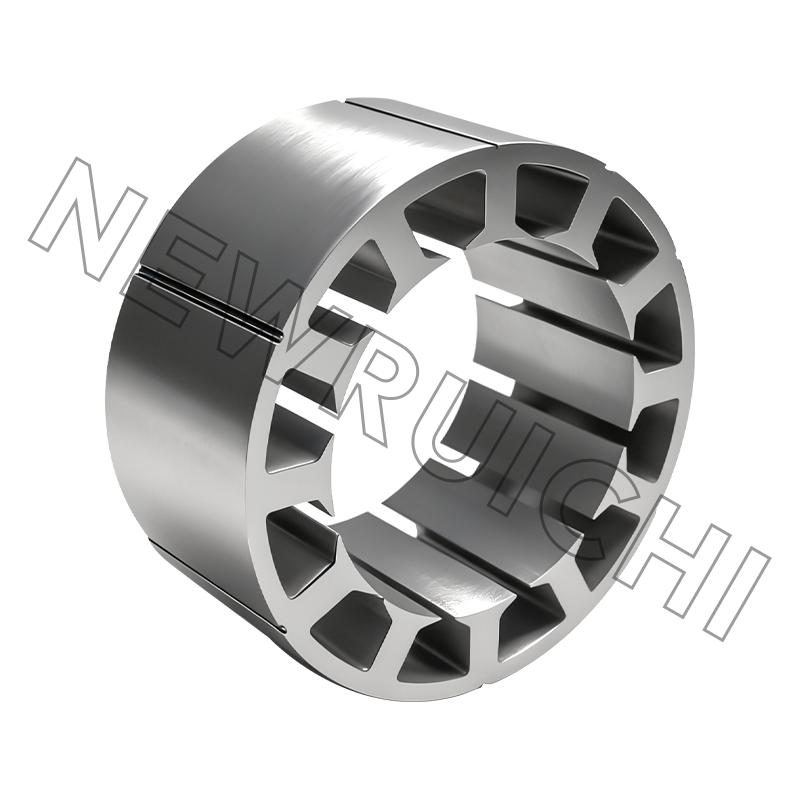
Układanie, łączenie i montaż rdzenia: od laminowania do rdzeni funkcjonalnych
Poszczególne laminaty stojana i wirnika serwosilnika uzyskują pełną wartość funkcjonalną dopiero po złożeniu w spójny rdzeń ułożony w stos ze stałym kontaktem międzywarstwowym i precyzyjnym ustawieniem osiowym. Wybrana metoda montażu wpływa na integralność mechaniczną, właściwości magnetyczne i przydatność dla dalszych procesów produkcyjnych, w tym wstawiania uzwojeń i wyważania wirnika.
Podstawowe metody układania w stosy i łączenia stosowane w rdzeniach serwo to:
- Blokowanie (samozaciskowe) — wytłoczone wgłębienia lub wypustki łączą sąsiednie laminaty podczas układania w stos, zapewniając spójność mechaniczną bez kleju i elementów złącznych; najpopularniejsza metoda produkcji wielkoseryjnej ze względu na szybkość i efektywność kosztową
- Spawanie laserowe — osiowe ściegi spoiny nałożone wzdłuż zewnętrznej średnicy rdzenia spiętrzonego; tworzy sztywny zespół o dobrej stabilności wymiarowej, chociaż naprężenia wywołane spawaniem mogą nieznacznie zwiększyć lokalne straty rdzenia w dotkniętych strefach
- Klejenie (sklejone stosy laminatów) — kleje anaerobowe lub epoksydowe nakładane pomiędzy powierzchnie laminacji; eliminuje naprężenia mechaniczne powstałe podczas spawania lub blokowania, zachowując pełne właściwości magnetyczne każdego laminatu; preferowany w przypadku bardzo cichych i precyzyjnych serwordzeniowych
- Montaż za pomocą śruby przelotowej — laminaty ustawione na precyzyjnym trzpieniu i zaciśnięte śrubami przelotowymi; stosowane głównie w przypadku ram o większych rozmiarach, gdzie łączenie lub spawanie jest niepraktyczne
W przypadku rdzeni wirników serwomotorów z magnesami trwałymi szczególnie krytyczne jest precyzyjne ustawienie osiowe. Niewspółosiowość pomiędzy stosem laminacji wirnika a geometrią mocowania magnesu wprowadza asymetryczne ścieżki strumienia, które zwiększają zarówno moment zaczepowy, jak i hałas akustyczny podczas pracy.
Opcje dostosowywania geometrii laminowania serwomotoru
Standardowe geometrie laminowania obejmują najpopularniejsze rozmiary ram serwomotorów i konfiguracje biegun-szczelina, ale wiele zastosowań związanych z precyzyjnym ruchem wymaga niestandardowych projektów laminowania, aby spełnić określone wymagania dotyczące wydajności, opakowania lub integracji. Dostosowanie geometrii laminowania jest dostępne w następujących wymiarach:
- Średnica zewnętrzna i wewnętrzna — dostosowane do konkretnych wymiarów ramy silnika lub ograniczeń integracji napędu bezpośredniego
- Kształt szczeliny i szerokość otworu — zoptymalizowane pod kątem określonych przekrojów drutu uzwojenia, współczynników wypełnienia i docelowych wartości indukcyjności rozproszenia szczelinowego
- Geometria wierzchołka zęba — kąt fazowania i szerokość ostrza dostosowane w celu zrównoważenia redukcji momentu obrotowego w porównaniu z gęstością strumienia w obszarze wierzchołka zęba
- Geometria kieszeni magnesu wirnika — w przypadku konstrukcji wirnika z wewnętrznym magnesem trwałym (IPM) kształt kieszeni określa skuteczność bariery strumienia i współczynnik zasolenia, przy czym oba czynniki wpływają na wkład momentu obrotowego reluktancji i szerokość pasma sterowania dynamicznego
- Długość stosu — dostosowane tak, aby spełniać docelową gęstość momentu obrotowego w ramach ograniczeń opakowania osiowego
Prototypowe oprzyrządowanie do niestandardowych geometrii laminowania można wyprodukować stosunkowo niskim kosztem przy użyciu elektrodrążenia drutowego lub cięcia laserowego do wstępnej weryfikacji, a oprzyrządowanie do matryc progresywnych zleca się po potwierdzeniu geometrii. To dwuetapowe podejście umożliwia projektantom silników powtarzanie geometrii laminowania bez przedwczesnego inwestowania w duże ilości narzędzi.
Wyniki wydajności: co zapewniają wysokiej jakości rdzenie w zastosowaniach
Skumulowany efekt doboru materiału, precyzji wymiarowej, zoptymalizowanej konstrukcji bieguna i starannego montażu można zmierzyć na poziomie systemu. Serwomotory zbudowane na wysokiej jakości rdzeniach stojana silnika i precyzyjnie tłoczonych laminatach konsekwentnie wykazują następujące właściwości użytkowe w porównaniu z silnikami wykorzystującymi rdzenie o niższych specyfikacjach:
- Zmniejszone tętnienie momentu obrotowego — umożliwienie płynniejszych profili ruchu w złączach robotycznych i etapach pozycjonowania liniowego, z bezpośrednimi korzyściami w zakresie jakości wykończenia powierzchni w zastosowaniach związanych z obróbką skrawaniem i dokładności ścieżki w automatyzacji pick-and-place
- Niższa temperatura pracy — zmniejszone straty w rdzeniu przekładają się na mniejsze wytwarzanie ciepła przy obciążeniu znamionowym, wydłużając żywotność izolacji uzwojenia i umożliwiając wyższe ciągłe cykle pracy bez obniżania wartości znamionowych
- Szybsza reakcja dynamiczna — niższe straty magnetyczne i wyższa przenikalność poprawiają stabilność momentu obrotowego silnika w całym zakresie prędkości roboczych, wspierając węższe pasma pętli prądowej w serwonapędzie
- Zmniejszone wibracje i hałas akustyczny — kontrolowana płaskość laminowania, gładkie krawędzie szczelin i precyzyjne wyważenie wirnika tłumią mechaniczne siły wzbudzenia, które generują słyszalny hałas, co jest wymaganiem coraz częściej stawianym w zastosowaniach medycznych, półprzewodników i robotyce współpracującej
- Stała wydajność w każdej partii — ścisłe tolerancje wymiarowe w poszczególnych seriach produkcyjnych zapewniają, że parametry wydajności silnika pozostają zgodne ze specyfikacją przez cały okres trwania programu produkcyjnego, zmniejszając potrzebę indywidualnej kalibracji silnika na etapie integracji systemu
W środowiskach produkcyjnych o dużej liczbie cykli, w których serwomotory mogą wykonywać dziesiątki milionów ruchów pozycjonujących rocznie, te zalety wydajności zwiększają się w całym okresie eksploatacji systemu — zmniejszają zużycie energii, wydłużają okresy międzyobsługowe i poprawiają całkowity koszt posiadania w porównaniu z silnikami zbudowanymi na komponentach rdzenia stojana o niższych specyfikacjach.
Twój adres e-mail nie zostanie opublikowany. Pola oznaczone * są wymagane.




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Prawa autorskie © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Producenci rdzeni stojanów i wirników
