 pl
pl
Przewodnik po cewkach ze stali krzemowej i rozszerzalności cieplnej
Dlaczego rozszerzalność cieplna jest kluczową zmienną w zastosowaniach stali krzemowej
Kiedy inżynierowie wybierają materiały na rdzenie silników elektrycznych, laminaty transformatorów i stojany generatorów, w rozmowie dominują właściwości elektromagnetyczne, takie jak straty w rdzeniu i przenikalność magnetyczna. Jednak jedna właściwość mechaniczna konsekwentnie decyduje o tym, czy dobrze zaprojektowany obwód magnetyczny będzie działał niezawodnie przez cały okres użytkowania: współczynnik rozszerzalności cieplnej stali . Dla Cewki ze stali krzemowej przetwarzane w stosy laminowane, zrozumienie rozszerzalności cieplnej nie jest sprawą drugorzędną — ma ona fundamentalne znaczenie dla stabilności wymiarowej, dopasowania montażowego i długoterminowej spójności elektromagnetycznej.
Współczynnik rozszerzalności cieplnej (CTE) opisuje, jak bardzo materiał rozszerza się lub kurczy na jednostkę długości dla każdego stopnia zmiany temperatury, wyrażony w jednostkach μm/(m·°C) lub 10⁻⁶/°C. W przypadku standardowej stali węglowej współczynnik CTE wynosi w przybliżeniu 11–12 × 10⁻⁶/°C . Stal krzemowa — żelazo stopowe z 1,5–4,5% krzemu — wykazuje nieco niższy współczynnik CTE, zwykle w zakresie 10–11,5 × 10⁻⁶/°C , w zależności od zawartości krzemu i orientacji ziaren. Redukcja ta, choć w wartościach bezwzględnych niewielka, ma wymierne skutki, gdy stosy laminatów pracują w szerokim zakresie temperatur, jak ma to miejsce w przypadku silników trakcyjnych pojazdów elektrycznych czy dużych transformatorów mocy podlegających cyklicznym obciążeniom.
Jak zawartość krzemu modyfikuje współczynnik rozszerzalności cieplnej stali
Dodatki krzemu do żelaza służą dwóm celom: zwiększają oporność elektryczną (zmniejszając straty w postaci prądów wirowych) i zmieniają strukturę sieci krystalicznej w sposób wpływający zarówno na anizotropię magnetyczną, jak i zachowanie termiczne. Wraz ze wzrostem zawartości krzemu od 1% do 4,5%, współczynnik CTE stopu stopniowo maleje. Dzieje się tak, ponieważ atomy krzemu, będące mniejsze od atomów żelaza, zniekształcają sześcienną siatkę skupioną wokół ciała (BCC) i usztywniają wiązania międzyatomowe, zmniejszając amplitudę drgań atomowych indukowanych termicznie.
Różnice w CTE dla różnych gatunków stali krzemowej
| Materiał | Zawartość Si (%) | WRC (×10⁻⁶/°C) | Typowe zastosowanie |
|---|---|---|---|
| Stal niskowęglowa | 0 | 11,7–12,0 | Ogólne strukturalne |
| Nieorientowana stal krzemowa (niskiej jakości) | 1,5–2,5 | 11,0–11,5 | Małe silniki, stateczniki |
| Nieorientowana stal krzemowa (wysoka jakość) | 2,5–3,5 | 10,5–11,0 | Silniki trakcyjne EV, generatory |
| Stal krzemowa o ziarnie zorientowanym (GO) | 3,0–3,5 | 10,0–10,8 | Transformatory mocy i rozdzielcze |
| GO o wysokiej przepuszczalności (HiB) | 3,0–3,5 | 10,0–10,5 | Duże transformatory mocy |
Kierunek pomiaru ma również znaczenie w przypadku gatunków o zorientowanym ziarnie. Ponieważ tekstura Gossa układa ziarna głównie w kierunku walcowania, WRC w kierunku walcowania i w kierunku poprzecznym różnią się nieznacznie — zazwyczaj o 0,3–0,5 × 10⁻⁶/°C. Tę anizotropię należy uwzględnić przy projektowaniu rdzeni transformatorów złożonych z pasków przyciętych pod różnymi kątami, ponieważ zróżnicowana rozszerzalność pod wpływem cyklicznych zmian obciążenia może wprowadzić naprężenia międzywarstwowe i przyspieszyć zmęczenie powłoki izolacyjnej.
Praktyczne konsekwencje rozszerzalności cieplnej w montażu stosu laminatów
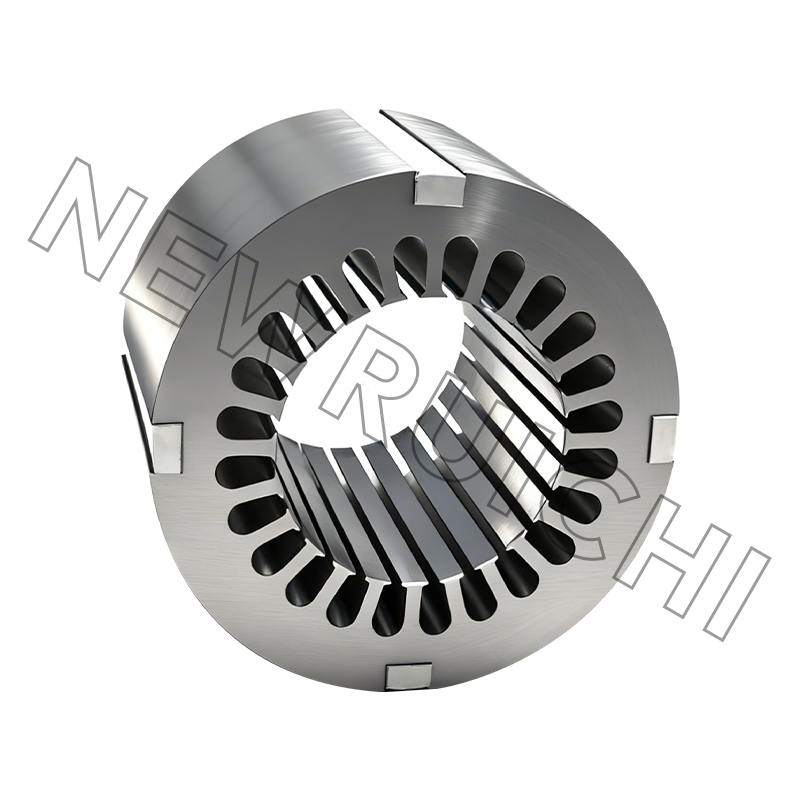
Stos laminatów dla szybkiego silnika trakcyjnego EV może zawierać 150–400 pojedynczych laminatów, z których każdy jest dziurkowany Cewki ze stali krzemowej i precyzyjnie ułożone, tworząc rdzeń stojana lub wirnika. Podczas pracy silnika nagrzewanie oporowe w uzwojeniach i straty w rdzeniu w laminatach podnoszą temperaturę rdzenia o 60–120 °C powyżej temperatury otoczenia, w zależności od obciążenia i konstrukcji układu chłodzenia. Wraz ze wzrostem temperatury każda laminacja rozszerza się zgodnie z współczynnik rozszerzalności cieplnej stali , a skumulowany osiowy wzrost stosu musi być uwzględniony w konstrukcji obudowy.
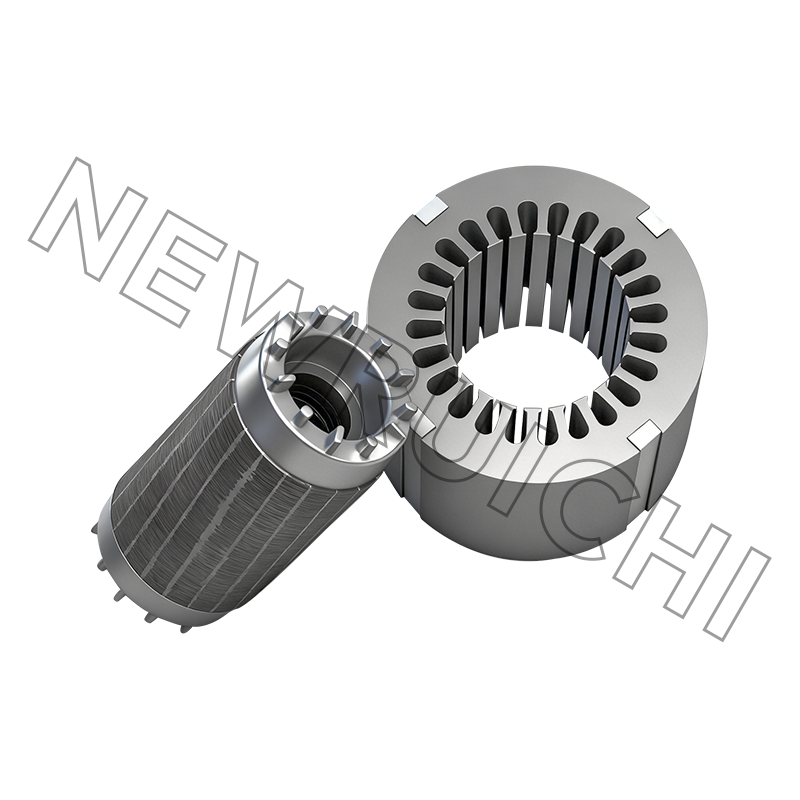
Dla stosu osiowego o średnicy 200 mm wykonanego ze stali krzemowej o współczynniku WRC wynoszącym 10,8 × 10⁻⁶/°C i wzroście temperatury o 100°C, całkowite wydłużenie osiowe wynosi w przybliżeniu 0,216 mm . Chociaż może się to wydawać nieistotne, ma to bezpośredni wpływ na pasowanie wciskowe pomiędzy stosem laminacji a obudową silnika — pasowanie, które musi pozostać wystarczająco ciasne, aby zapobiec poślizgowi pod wpływem momentu obrotowego, nie powodując jednocześnie niszczącego naprężenia obręczy podczas cykli termicznych. Inżynierowie projektujący zespoły pasowane na wcisk lub skurczowo muszą obliczyć różnicę rozszerzalności pomiędzy rdzeniem ze stali krzemowej a obudową z aluminium lub żeliwa (która ma znacznie wyższy współczynnik CTE wynoszący 21–24 × 10⁻⁶/°C dla aluminium), aby zapewnić stabilność złącza w pełnym zakresie temperatur roboczych.
Niedopasowanie rozszerzalności cieplnej pomiędzy materiałami rdzenia i obudowy
Niedopasowanie współczynnika CTE pomiędzy stosami laminacji ze stali krzemowej a aluminiowymi obudowami silników jest jednym z najczęstszych źródeł zmęczenia mechanicznego elementów układu napędowego pojazdów elektrycznych. W temperaturze roboczej aluminiowa obudowa rozszerza się mniej więcej dwukrotnie bardziej niż rdzeń ze stali krzemowej, zmniejszając początkowe pasowanie ciasne. Jeśli początkowe pasowanie wtłaczane nie zostanie określone zbyt dobrze, rdzeń może poluzować się w wysokich temperaturach, powodując wibracje, zużycie cierne i ostatecznie hałas sygnalizujący uszkodzenie konstrukcji. I odwrotnie, jeśli dopasowanie jest zbyt określone, aby skompensować relaksację termiczną, naprężenie obwodowe wywierane na stos stali krzemowej podczas montażu i w niskich temperaturach może powodować rozwarstwienie lub pękanie na krawędziach laminowania. Dokładna wiedza nt współczynnik rozszerzalności cieplnej stali dla konkretnego stosowanego gatunku stali krzemowej – a nie ogólnej wartości stali – jest zatem niezbędnymi danymi wejściowymi do obliczeń tolerancji oprawy.
Jak precyzja cięcia wzdłużnego i poprzecznego wpływa na wydajność cieplną cewek ze stali krzemowej
Jakość Cewki ze stali krzemowej dostarczane w procesie rozcinania i cięcia poprzecznego, ma bezpośredni wpływ na zachowanie termiczne pakietów laminowanych podczas użytkowania. Trzy specyficzne cechy jakości — płaskość, stan krawędzi i naprężenia własne — oddziałują z rozszerzalnością cieplną, aby określić, czy tłoczona laminacja zachowuje zamierzoną geometrię w całym zakresie temperatur roboczych.
- Zestaw płaskości i cewek: Cewki ze stali krzemowej, które przenoszą nadmierne naprężenie cewki (utrzymującą się krzywiznę w wyniku zwijania), tworzą laminaty, które po wygaszeniu nie są idealnie płaskie. Kiedy laminat z resztkowym wybrzuszeniem jest układany w stos i wciskany w rdzeń, kontakt międzywarstwowy jest nierównomierny. Podczas cykli termicznych zróżnicowana rozszerzalność w strefach kontaktowych i bezkontaktowych wprowadza mikroskopijny ruch względny, który stopniowo niszczy powłokę izolacyjną, z czasem zwiększa straty w rdzeniu i – w skrajnych przypadkach – powoduje słyszalny hałas magnetostrykcyjny.
- Jakość krawędzi szczeliny: Wysokość zadziorów na krawędziach szczelin bezpośrednio określa odstępy międzywarstwowe w rdzeniu ułożonym w stos. Wysokie zadziory tworzą zlokalizowane szczeliny powietrzne, które zmniejszają efektywny współczynnik układania — stosunek rzeczywistego materiału magnetycznego do całkowitej objętości stosu. Gdy rdzeń nagrzewa się i ochładza, wywołany termicznie względny ruch pomiędzy warstwami może spowodować, że końcówki zadziorów wnikną w powłokę izolacyjną na sąsiednich laminacjach, powodując zwarcia elektryczne, które radykalnie zwiększają straty w postaci prądów wirowych i przyspieszają lokalne nagrzewanie.
- Naprężenia resztkowe podczas przetwarzania: Cięcie wzdłużne i poprzeczne na zimno wprowadza na krawędziach ciętych naprężenia rozciągające i ściskające. Naprężenia te zmieniają lokalną przenikalność magnetyczną (efekt magnetoelastyczny) i oddziałują z naprężeniami termicznymi podczas pracy, powodując nierównomierny rozkład strumienia w laminacji. W zastosowaniach wymagających wysokiej częstotliwości, takich jak silniki o dużej prędkości powyżej 10 000 obr./min, ta niejednorodność wymiernie zwiększa straty w rdzeniu i zmniejsza wydajność.
Profesjonalne operacje cięcia wzdłużnego rozwiązują wszystkie trzy problemy poprzez precyzyjnie kontrolowany prześwit ostrza (zwykle 0,5–1,5% grubości materiału), przejścia wyrównujące naprężenie w celu skorygowania ustawienia kręgów przed rozcięciem oraz w razie potrzeby gratowanie krawędzi. Rezultatem jest Cewki ze stali krzemowej o stałej wydajności elektromagnetycznej i płaskości, które przekładają się bezpośrednio na stabilne termicznie stosy laminacji o niskich stratach.
Określanie cewek ze stali krzemowej do zastosowań wymagających wysokich temperatur
Podczas pozyskiwania Cewki ze stali krzemowej w zastosowaniach, w których występują poważne cykle termiczne – silniki trakcyjne pojazdów elektrycznych, silniki napędzane falownikami wysokiej częstotliwości, transformatory dużej mocy lub generatory przemysłowe – specyfikacja materiałowa powinna wyraźnie uwzględniać wymagania zarówno elektromagnetyczne, jak i termomechaniczne. Opieranie się wyłącznie na oznaczeniach gatunków (takich jak M270-35A lub 35W250) bez sprawdzenia danych dostawcy dotyczących współczynnika CTE, rodzaju powłoki izolacyjnej i jakości przetwarzania może prowadzić do usterek w terenie, które trudno będzie powiązać z materialną przyczyną.
Przed sfinalizowaniem wyboru materiału w przypadku projektów wymagających wysokich temperatur należy potwierdzić następujące parametry u dostawcy stali krzemowej:
- Zmierzona wartość WRC dla określonego gatunku i grubości: Należy żądać danych testowych, a nie szacunków z podręcznika, szczególnie w przypadku gatunków o wysokiej zawartości krzemu, w przypadku których różnice w zawartości krzemu pomiędzy partiami mogą przesunąć współczynnik rozszerzalności cieplnej stali o 0,3–0,5 × 10⁻⁶/°C.
- Ocena stabilności termicznej powłoki izolacyjnej: Powłoki C2, C3, C4 i C5 różnią się odpornością na temperatury wyżarzania odprężającego (zwykle 750–850 ° C). Jeśli częścią procesu jest wyżarzanie po tłoczeniu, powłoka musi przetrwać cykl termiczny bez pogorszenia przyczepności i odporności międzywarstwowej.
- Tolerancja płaskości i gwarancja współczynnika układania: W przypadku rdzeni precyzyjnych należy określić maksymalny dopuszczalny łuk na jednostkę długości i minimalny współczynnik układania (np. ≥97%), aby zapewnić termicznie stabilny kontakt międzywarstwowy w stosie.
- Tolerancja szerokości szczeliny i limit wysokości zadziorów: Wąskie tolerancje szerokości szczeliny (±0,05 mm lub więcej) i maksymalne wysokości zadziorów (zwykle ≤0,02 mm w przypadku cienkich mierników) są niezbędne do utrzymania spójnego układania i zapobiegania uszkodzeniom powłoki podczas cykli termicznych w eksploatacji.
Współpraca z dostawcą, który łączy głęboką wiedzę materiałową z profesjonalnymi możliwościami cięcia wzdłużnego i poprzecznego, eliminuje rozbieżność pomiędzy certyfikacją materiału a jakością zwojów gotowych do procesu. Kiedy współczynnik rozszerzalności cieplnej stali Twoja stal krzemowa jest dokładnie znana i Twoja Cewki ze stali krzemowej są dostarczane ze sprawdzoną płaskością i jakością krawędzi, rozszerzalność cieplna staje się możliwą do opanowania zmienną projektową, a nie nieprzewidywalnym źródłem awarii.

Twój adres e-mail nie zostanie opublikowany. Pola oznaczone * są wymagane.




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Prawa autorskie © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Producenci rdzeni stojanów i wirników
