 pl
pl
Dlaczego producenci silników przechodzą na gotowe do montażu gotowe rdzenie?
Więcej niż pojedyncze laminowanie: uzasadnienie gotowych zespołów rdzenia
Przez dziesięciolecia producenci silników zaopatrywali się w indywidualne laminaty i we własnym zakresie zarządzali wszystkimi dalszymi operacjami układania, wyrównywania i mocowania. Chociaż podejście to zapewniało maksymalną elastyczność, wprowadzało również znaczną złożoność: koordynację wielu podprocesów, utrzymywanie narzędzi na każdym etapie montażu, szkolenie operatorów w zakresie różnych technik i zarządzanie jakością na każdym etapie, zanim pojawi się pojedynczy, użyteczny rdzeń. W miarę jak cykle opracowywania produktów kurczą się, a łańcuchy dostaw wymagają większej specjalizacji, przyjął się bardziej wydajny model — zbudowany w oparciu o gotowe do montażu gotowe rdzenie i gotowe zespoły rdzenia silnika, które docierają na linię produkcyjną w stanie w pełni przetworzonym i nadającym się do natychmiastowego użycia.
Ta zmiana nie jest wyłącznie kwestią wygody. Stanowi to zasadniczą zmianę w sposobie, w jaki producenci silników alokują zasoby inżynieryjne, zarządzają ryzykiem i skracają czas wprowadzania produktów na rynek. Kiedy rdzeń – najbardziej krytyczny pod względem magnetycznym i mechanicznym element dowolnego silnika elektrycznego lub generatora – jest dostarczany w postaci stabilnej, zoptymalizowanej konstrukcji, a nie stosu luźnych warstw, każdy kolejny etap montażu silnika staje się szybszy, bardziej powtarzalny i łatwiejszy do kontroli jakości. Zrozumienie, na czym polega produkcja tych zespołów i jak wybrać dla nich odpowiedniego partnera, jest obecnie strategicznym priorytetem dla zespołów inżynieryjnych i zaopatrzeniowych w branży produkcji silników.
Co właściwie zawierają gotowe rdzenie gotowe do montażu
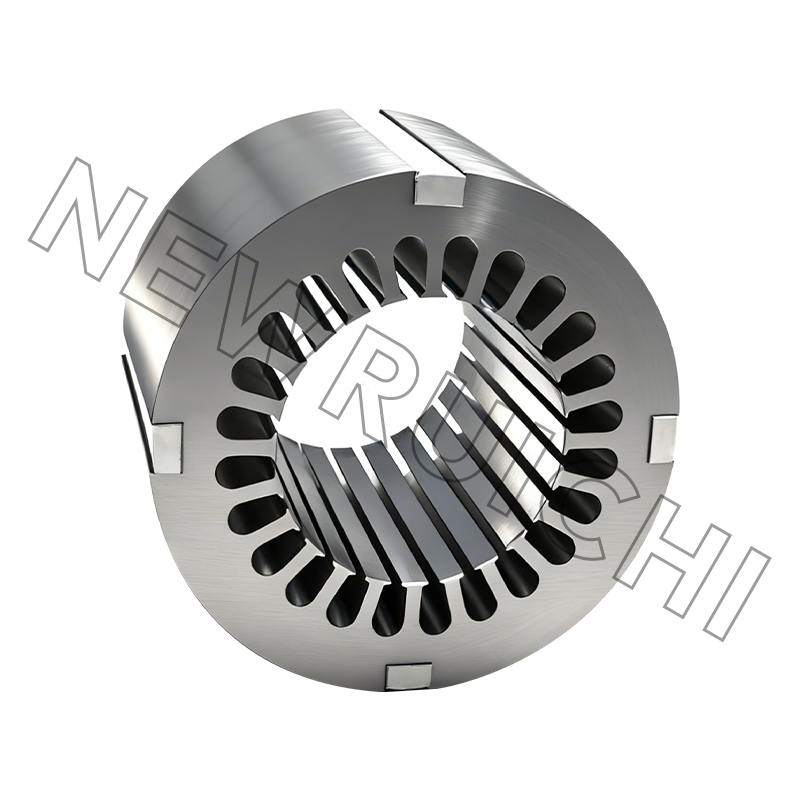
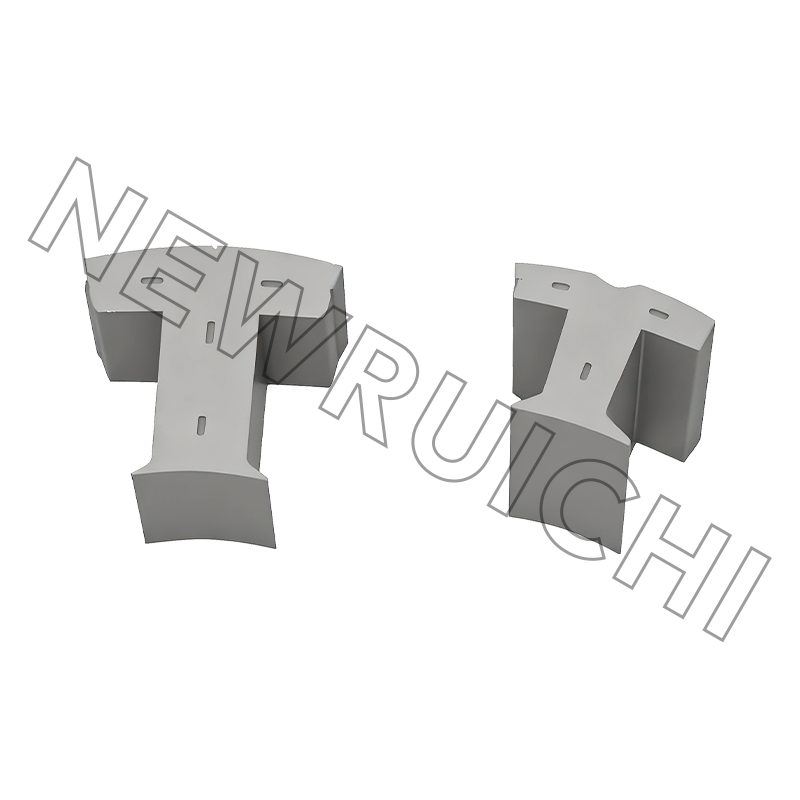
Termin gotowe do montażu gotowe rdzenie obejmuje szeroką gamę produktów, których całość łączy zasada, że rdzeń dociera do zakładu klienta w stanie, który nie wymaga dalszej obróbki konstrukcyjnej przed rozpoczęciem montażu. Na poziomie podstawowym oznacza to precyzyjnie ułożony i przymocowany pakiet laminacji, ale w praktyce zakres tego, co obejmuje „gotowe”, znacznie się różni w zależności od typu silnika, zastosowania i wymagań klienta.
W pełni zrealizowany, gotowy rdzeń zazwyczaj obejmuje kilka etapów procesu, które w przeciwnym razie leżałyby w gestii producenta silnika. Układanie w stosy wyrównuje poszczególne laminaty w precyzyjnych orientacjach obrotowych i osiowych, aby osiągnąć docelową wysokość stosu i symetrię magnetyczną. Nitowanie mechanicznie blokuje stos laminatów wraz z dużą siłą zacisku, zapewniając stabilność wymiarową pod wpływem wibracji i cykli termicznych pracy silnika. Spawanie, stosowane wzdłuż zewnętrznego obwodu lub w wyznaczonych punktach spawania, zapewnia dodatkową integralność strukturalną w zastosowaniach wymagających dużych naprężeń. Klejenie — przy użyciu specjalistycznych klejów pomiędzy warstwami laminacji — jest coraz częściej stosowane w zastosowaniach wrażliwych na hałas, ponieważ eliminuje mikrowibracje pomiędzy laminami, które przyczyniają się do słyszalnego hałasu silnika i utraty żelaza. Połączenie tych technik, wybranych i uporządkowanych zgodnie z konkretnymi wymaganiami projektowymi, przekształca luźny stos stali elektrotechnicznej w stabilną, zoptymalizowaną strukturę rdzenia magnetycznego.
Podstawowe procesy montażu: układanie w stosy, nitowanie, spawanie i klejenie
Każdy z czterech podstawowych procesów montażu wnosi odrębny i niezamienny zestaw właściwości do gotowego rdzenia. Wybór właściwej kombinacji — lub zrozumienie, dlaczego dostawca wybrał określone podejście — wymaga jasności co do tego, co osiąga każdy proces i jakie kompromisy ze sobą wprowadza.
Kontrola układania i orientacji
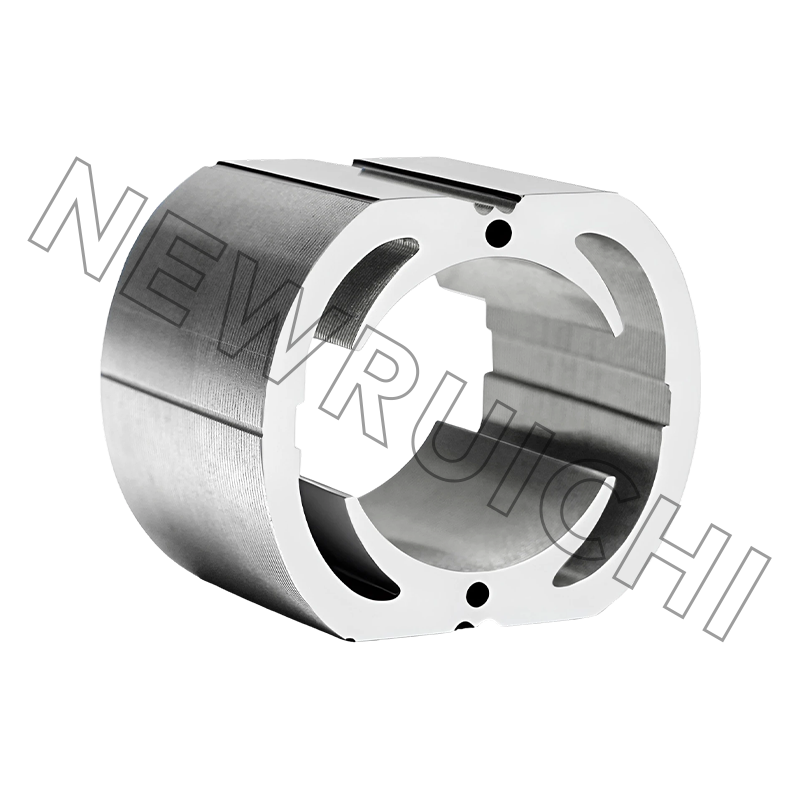
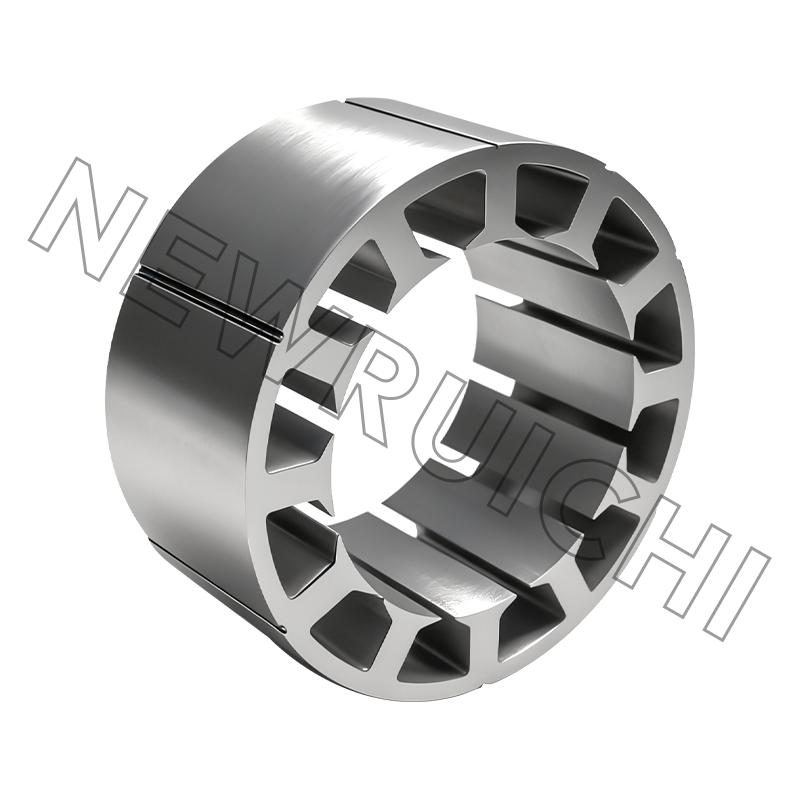
Precyzyjne układanie jest podstawą każdego procesu montażu rdzenia. Laminacje muszą być ustawione w ramach wąskich tolerancji kątowych i osiowych, aby zapewnić spójność geometrii szczelin, profili zębów i wymiarów jarzma na całej wysokości stosu. Nawet niewielkie niewspółosiowość gromadzi się na setkach warstw, tworząc schodkowe powierzchnie, które komplikują wprowadzanie uzwojenia i pogarszają równomierność strumienia magnetycznego. W masowej produkcji gotowych zespołów rdzenia silnika stosowane są zautomatyzowane systemy układania w stosy z wyrównywaniem za pomocą wzroku i pomiarem wysokości w trakcie procesu, aby zachować tolerancje, których nie można niezawodnie osiągnąć przy ręcznym układaniu w stosy.
Nitowanie zapewniające integralność mechaniczną
Nitowanie przeprowadza nity stalowe lub aluminiowe przez wstępnie wytłoczone otwory w stosie laminatów i odkształca końce nitów pod kontrolowaną siłą, tworząc zaciśnięty zespół, który jest odporny na separację osiową i względny ruch laminowania. Proces ten jest szybki, opłacalny i ma szerokie zastosowanie w przypadku geometrii rdzenia stojana i wirnika. Wzór nitów, materiał i siła zaciskania zostały zaprojektowane tak, aby zachować integralność stosu bez tworzenia ścieżek zwarciowych pomiędzy warstwami – jest to kluczowy czynnik dotyczący wydajności elektromagnetycznej, który w każdym projekcie należy uwzględnić wymagania mechaniczne.
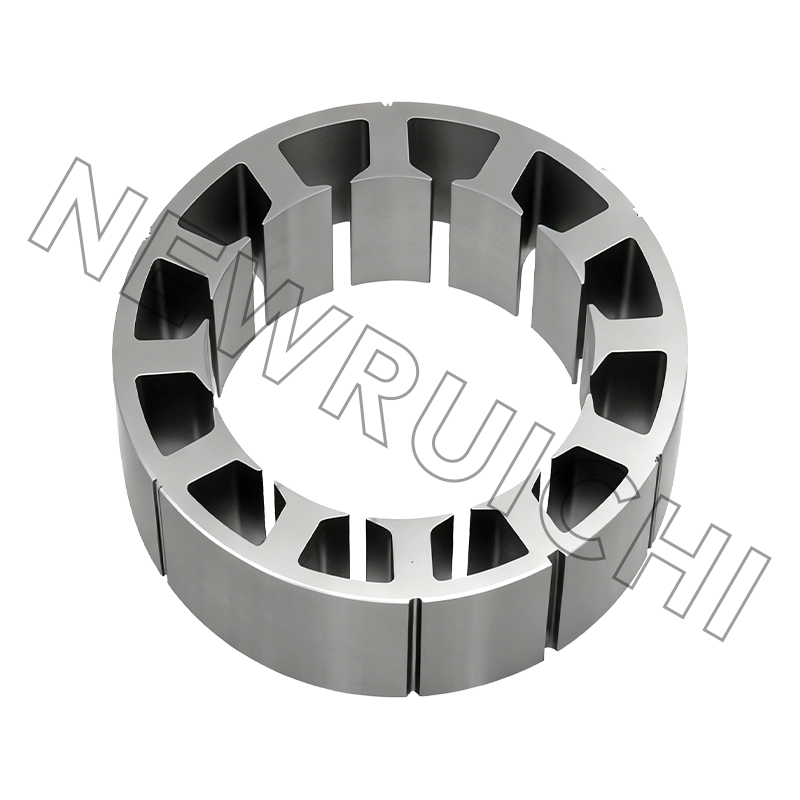
Spawanie w zastosowaniach wymagających dużych naprężeń
Spawanie laserowe i spawanie TIG wzdłuż zewnętrznej średnicy rdzeni stojana lub wzdłuż osiowych linii spoin na rdzeniach wirnika zapewniają wyższą wytrzymałość połączenia niż samo nitowanie, co sprawia, że zespoły spawane są preferowanym wyborem w przypadku silników szybkoobrotowych, zastosowań trakcyjnych i środowisk narażonych na silne wibracje. Głębokość penetracji spoiny, geometria ściegu i dopływ ciepła są ściśle kontrolowane, aby zminimalizować odkształcenia termiczne i zapobiec tworzeniu się międzywarstwowych mostków przewodzących, które zwiększałyby straty prądu wirowego.
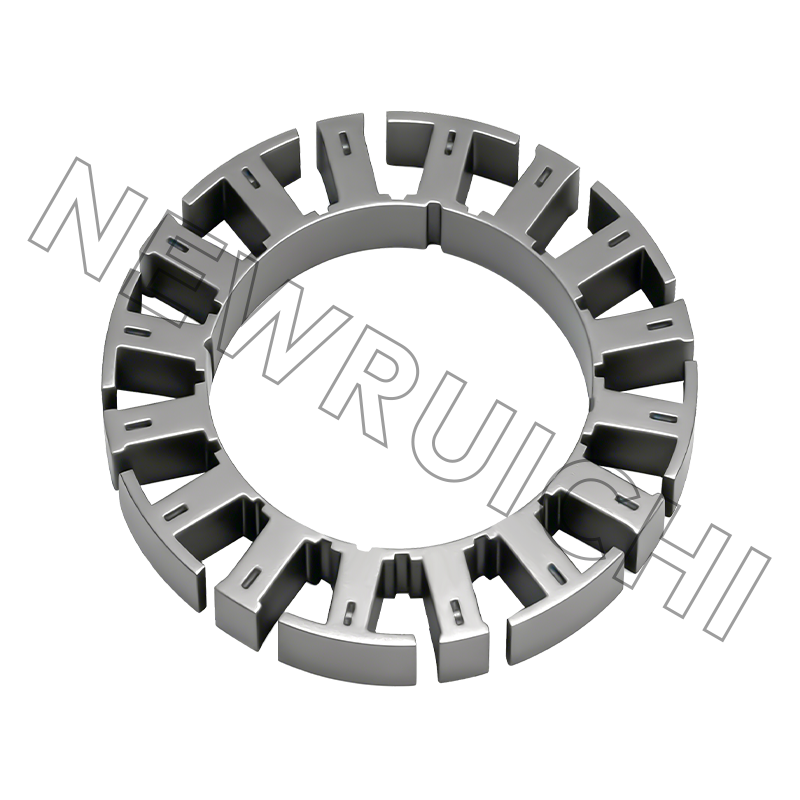
Klejenie w celu optymalizacji hałasu i wydajności
Klejenie pomiędzy warstwami — przy użyciu klejów strukturalnych utwardzanych termicznie lub promieniami UV — eliminuje mechaniczne powierzchnie styku, które są głównym źródłem hałasu wywołanego wibracjami w konwencjonalnych rdzeniach nitowanych lub spawanych. Połączone rdzenie równomiernie rozkładają naprężenia zaciskające na powierzchni laminacji, zamiast koncentrować je w punktach nitów lub spoin, redukując miejscowy wzrost koercji magnetycznej wywołany naprężeniami. W przypadku najwyższej klasy silników trakcyjnych EV, silników sprężarek HVAC i precyzyjnych serwonapędów, połączone, gotowe do montażu, gotowe rdzenie zapewniają wymierną poprawę zarówno parametrów akustycznych, jak i ogólnej wydajności silnika.
Opcjonalne dodatki: montaż wału i obróbka izolacji
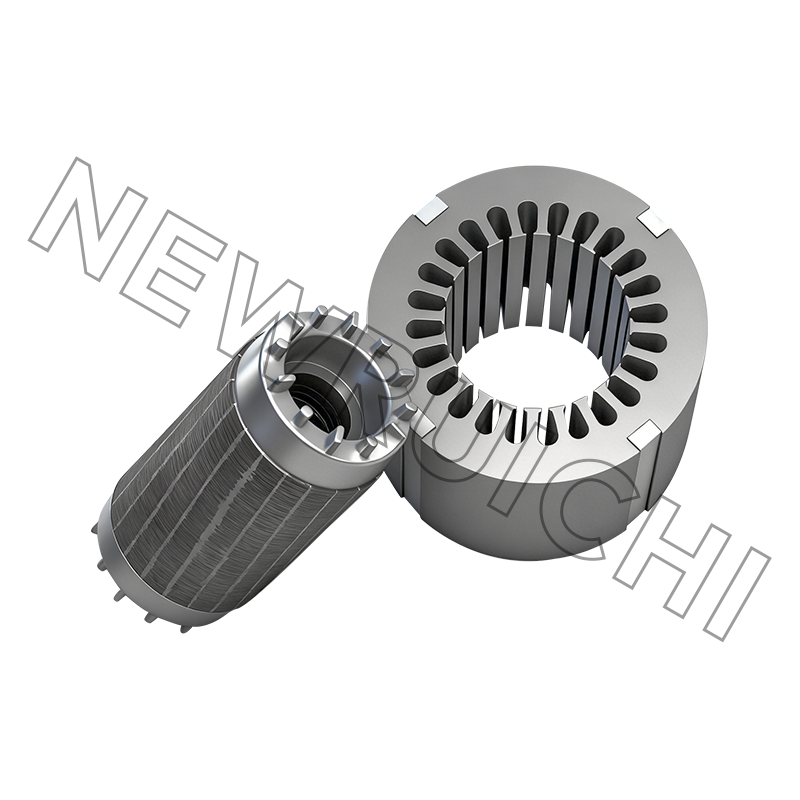
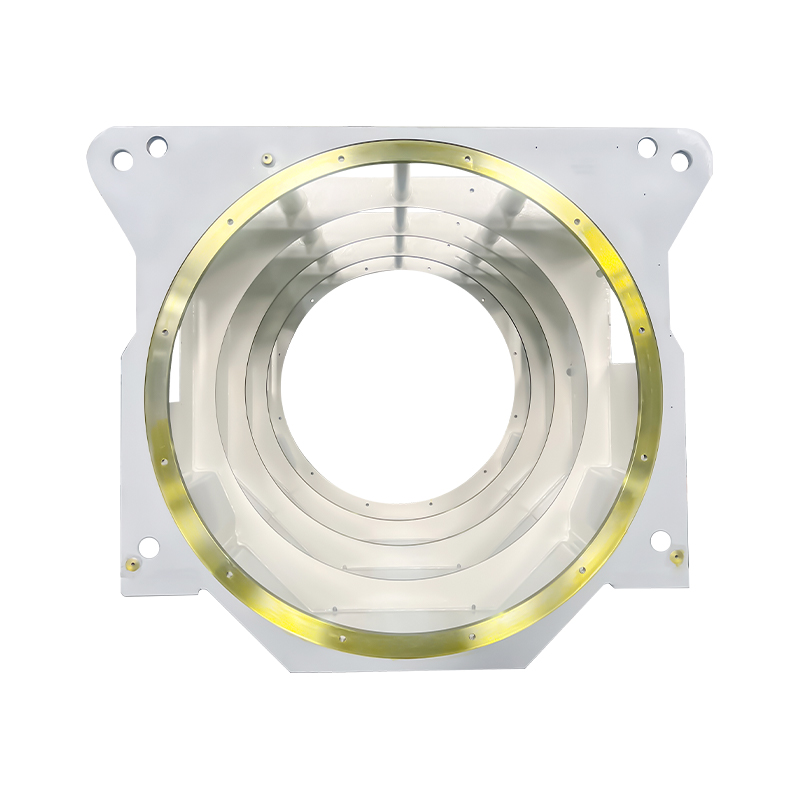
Oprócz podstawowych procesów mocowania, dostawcy Gotowe zespoły rdzenia silnika coraz częściej oferują zintegrowane usługi dodatkowe, które jeszcze bardziej zmniejszają obciążenie klienta pracą związaną z montażem wewnętrznym. Dwie z najbardziej wpływowych opcji to montaż wału i obróbka izolacji — obie te, wykonywane na poziomie głównego dostawcy, eliminują całe etapy procesu z linii produkcyjnej producenta silników.
- Zespół wału: Wciśnięcie lub obkurczenie rdzenia wirnika na wale silnika wymaga precyzyjnej kontroli pasowania z wciskiem, specjalistycznego sprzętu prasującego i starannego zarządzania temperaturą, aby uniknąć uszkodzenia laminowania. Kiedy główny dostawca wykonuje tę operację, klient otrzymuje wyważony podzespół wirnika gotowy do montażu łożysk, co eliminuje wymagający technicznie proces z linii montażowej, na której może brakować specjalistycznego oprzyrządowania do niezawodnej realizacji na dużą skalę.
- Obróbka izolacyjna: Izolacja szczeliny — niezależnie od tego, czy jest stosowana jako wstępnie uformowany papier izolacyjny, powłoka proszkowa czy impregnacja płynną żywicą epoksydową — chroni przewody uzwojenia przed kontaktem elektrycznym ze stalowym rdzeniem i zapewnia barierę dielektryczną wymaganą dla długoterminowej niezawodności silnika. Otrzymanie rdzeni z już nałożoną izolacją szczelinową umożliwia operatorom uzwojeń natychmiastowe rozpoczęcie wkładania cewek, bez pośredniego etapu przygotowania izolacji, który w przeciwnym razie wymagałby osobnego sprzętu i weryfikacji jakości.
- Obróbka powierzchni i powlekanie: Przed dostawą na zespół rdzenia można nałożyć powłoki antykorozyjne, wykończenie malarskie lub anodowanie, eliminując w ten sposób czynności związane z obsługą i maskowaniem w zakładzie montażu silników oraz zapewniając spójne wykończenie kosmetyczne i ochronne każdej jednostki.
- Weryfikacja wymiarowa i magnetyczna: Raporty z kontroli przed wysyłką — obejmujące wysokość stosu, średnicę otworu, koncentryczność i zmierzone dane dotyczące strat w rdzeniu — zapewniają producentom silników przychodzącą dokumentację jakości niezbędną do przyjęcia zespołów bezpośrednio do produkcji bez zbędnych etapów kontroli przychodzącej.
Jak gotowe zespoły rdzeni skracają czas wprowadzenia produktu na rynek
Jednym z najbardziej przekonujących argumentów przemawiających za pozyskiwaniem gotowych do montażu gotowych rdzeni i gotowych zespołów rdzenia silnika jest bezpośredni wpływ na szybkość opracowywania nowych produktów. Kiedy producenci silników są wewnętrznie odpowiedzialni za wszystkie podstawowe etapy przetwarzania, każdy nowy projekt produktu wymaga kwalifikacji osprzętu do układania w stosy, oprzyrządowania do nitowania, parametrów spawania i procesów nakładania izolacji – co jest obciążeniem związanym z walidacją, które może wydłużyć harmonogram rozwoju o tygodnie lub miesiące przed zmontowaniem pojedynczego prototypu przeznaczonego do produkcji.
Outsourcing tej złożoności doświadczonemu dostawcy montażu rdzenia przenosi ciężar kwalifikacji na zakład z ustalonymi procesami, zatwierdzonym sprzętem i dedykowanymi zespołami inżynieryjnymi. Producent silników otrzymuje gotowe zespoły, które przeszły już charakterystykę wymiarową i magnetyczną, umożliwiając natychmiastowe przejście do uzwojenia, impregnacji i testów na poziomie systemu. Iteracyjne zmiany w projekcie — korekty geometrii szczelin, zmiany wysokości stosu lub ulepszenia gatunku materiału — można szybko wprowadzić bez konieczności ponownej kwalifikacji przez producenta silnika wewnętrznego oprzyrządowania. Ta elastyczność jest szczególnie cenna na konkurencyjnych rynkach, gdzie możliwość wprowadzenia nowego projektu silnika od prototypu do produkcji w możliwie najkrótszym czasie stanowi bezpośrednią korzyść komercyjną.
Porównanie modeli dostaw: luźne laminaty a gotowe zespoły
Decyzja pomiędzy zaopatrzeniem się w luźne laminaty a wykończonymi zespołami rdzenia silnika jest ostatecznie decyzją strategiczną, równoważącą możliwości wewnętrzne, wielkość produkcji, wymagania dotyczące kontroli jakości i ryzyko łańcucha dostaw. Poniższa tabela podsumowuje kluczowe różnice między dwoma modelami zasilania w zakresie wymiarów najbardziej istotnych dla producentów silników:
| Wymiar | Luźne laminaty | Gotowe zespoły rdzenia silnika |
| Wymagane wewnętrzne oprzyrządowanie | Wysoka — potrzebne są elementy do układania w stosy, nitowania i spawania | Niski — oprzyrządowanie zarządzane przez dostawcę |
| Złożoność linii montażowej | Wysoki — przed nawinięciem wymaganych jest wiele etapów procesu | Niski — rdzeń dostarczony gotowy do natychmiastowego użycia |
| Punkty kontroli jakości | Wiele — każdy etap procesu wewnętrznego musi zostać zweryfikowany | Mniej — dostawca zweryfikowany przed wysyłką |
| Szybkość wprowadzania nowego produktu na rynek | Wolniejsze — wymagana jest wewnętrzna kwalifikacja procesu | Szybciej — dostawca zajmuje się kwalifikacją |
| Nadaje się do niskich i średnich głośności | Mniej wydajna — wysoki koszt stały na jednostkę | Dobrze dopasowane — nie są wymagane żadne inwestycje w stałe narzędzia |
| Elastyczność projektowania | Wysoki — pełna wewnętrzna kontrola nad parametrami procesu | Wysoki — zmiany wdrażane wspólnie z dostawcą |
Wybór odpowiedniego partnera do montażu rdzenia
Jakość gotowego zespołu rdzenia silnika jest nierozerwalnie związana z możliwościami i dyscypliną procesową dostawcy, który go produkuje. Ocena potencjalnego partnera wymaga spojrzenia poza cenę i czas realizacji, aby ocenić głębokość jego możliwości technicznych w całym łańcuchu procesu montażu. Kluczowe kryteria obejmują zakres dostępnych technologii mocowania – dostawca oferujący wyłącznie nitowanie nie może obsługiwać zastosowań, w których ze względów technicznych wymagane jest łączenie lub spawanie – a także precyzja i powtarzalność ich systemów układania w stosy i wyrównywania, podejście do monitorowania jakości w trakcie procesu oraz zdolność do dostarczania udokumentowanych danych dotyczących wymiarów i właściwości magnetycznych przy każdej wysyłce.
Równie ważne są możliwości wsparcia inżynieryjnego dostawcy. Najlepsi dostawcy gotowych do montażu gotowych rdzeni działają jako partnerzy projektowi współpracujący, dostarczając informacji na temat geometrii laminowania, optymalizacji wysokości stosu, wyboru procesu i wyboru gatunku materiału na etapie opracowywania silnika – a nie tylko wykonując ustalony rysunek po zamrożeniu projektu. To wczesne zaangażowanie umożliwia projektowanie zoptymalizowanych zarówno pod kątem wydajności silnika, jak i wydajności produkcyjnej, redukując koszty i czas związany z iteracjami projektu, których można było się spodziewać przy wcześniejszym zaangażowaniu dostawcy. Dla producentów silników, którzy chcą skrócić terminy wprowadzenia produktów na rynek i poprawić spójność gotowych zespołów, wybór dostawcy o tak dużych możliwościach jest jedną z decyzji o największej dźwigni w procesie zamówień.

Twój adres e-mail nie zostanie opublikowany. Pola oznaczone * są wymagane.




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Prawa autorskie © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Producenci rdzeni stojanów i wirników
